
- 當前位置:
焊錫技術怎樣使焊錫點光亮?_焊錫絲
電路板焊錫工序很多人會認為不重要,隨意拿起電鉻鐵將熔錫往需接合的地方一放便完工,這造成有假焊錫及接觸不良的現象;又恐錫接合得不牢固,鉻鐵較長時間接觸焊點,造成被焊的零件長期受熱損壞或銅電路與基板脫離,或銅電路斷裂,造成斷路。
以上兩種情況都會令電子制作不成功,而且事后還會浪費較多時間及人力檢查線路板上每一焊點及元件,所以焊錫焊接方法做得不好,已經可判定你制作成功的機會等于零。

錫是低溫易熔及易老化的焊料,溫度低時,錫呈現膠狀不黏,令線路板的銅箔與零件腳造成假焊。溫度正確適中時,在焊咀的錫呈半圓粒狀,有反光面,是黏著力最佳的時候,迅速將零件腳與底板電路焊接。溫度過高時,錫呈圓粒狀,錫點表面的色澤呈啞色,有縐紋,表示錫已老化,會造成假焊點出現。所以,應該如何焊接電路板?
焊接步驟:
?預熱
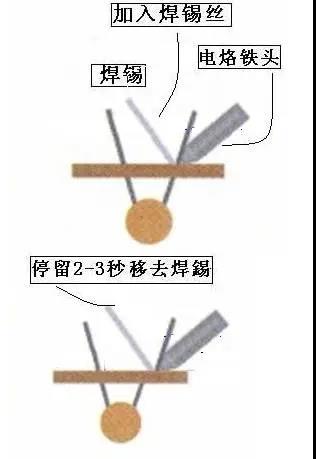
?加入焊錫
?移去焊錫
?移去電烙鐵
?剪除接腳
下面介紹一下詳細過程:
1 先刮后焊:要焊的元件引線上有油漬或銹蝕不易吃錫,即使把焊錫免強的"糊"上一點結果卻是假焊,焊前要刮干凈,再把引腳蘸入松香,用含錫電烙鐵頭在引腳上來回磨擦,直到引腳上涂上薄薄焊錫層。
現在大多數電子元件的可焊性是很好的,因此手工焊接不需淌錫處理(前提必須使用帶助焊劑的焊錫絲),對于元件保管不當,致使元件引腳氧化或有污物,則需淌錫處理。
2 掌握溫度技巧:溫度不夠焊錫流動性差易凝固溫度過高則易滴淌,焊點掛不住焊錫。
(1)要想溫度合適根據物體的大小用功率相應的烙鐵;
(2)要掌握加熱時間。烙鐵頭帶著焊錫壓焊接處被焊接物便被加熱,焊錫從烙鐵頭自動流散到被焊物上時,說明加熱時間以,此時迅速移開烙鐵頭,便留下一個光亮的圓滑焊錫點。移開烙鐵頭焊點留不住焊錫,則說明加熱時間短,溫度不夠,或焊點太臟,烙鐵頭移開前焊錫就往下流加熱時間長溫度過高。
3 上焊錫適量:根據焊點大小蘸取的焊錫量足夠包住被焊物,形成光亮圓滑的焊點一次上焊錫不夠可再補上,但須待前次焊錫被一同容化之后移開烙鐵頭,有的人焊接時象燕子壘窩一樣往上堆焊錫,結果焊了不少焊錫就是不牢。
4 扶穩不晃:焊物須扶穩夾牢特別焊錫凝固階段不可晃動,凝固階段晃動容易產生假焊,焊點象豆腐渣一樣,為了平穩手腕枕在一支撐物上,坐或立要端正。
5 少用焊膏:它是一種酸性助濟,焊后應擦凈焊膏不然嚴重腐蝕線路,使焊點脫開。因此少量,盡量不用焊錫膏。在使用不含松香的焊錫條時,松香是較好的焊料。烙鐵沾焊錫后在松香上點一下然后迅速焊接,或用百分95的酒精與松香配成焊劑焊接時點上一滴即可。另外說一句溶液還可以刷在清干凈的焊點和印刷線路板上使板光亮如初。
有些人在市場買的劣質焊錫絲,焊錫的外觀色澤發烏不亮,需要較高溫度才能焊接成功,這樣的焊錫最易假焊。
當鉻鐵咀黏附有殘余過熱的錫粒時,將鉻鐵咀在焊錫臺的海綿上擦掉,或用小刀刮去錫粒。

廣勝錫業
廣勝錫業引進國內外先進的錫冶煉設備,擁有先進的火法精煉和濕法電解生產線。產品經電解等工藝生產的電解錫、精錫錠具有顏色金亮、表面無浮渣波紋、純度高,達到國家標準要求,是生產環保焊錫的首選產品。
- 上一篇:錫膏發干、發沙的原因分析_焊錫絲廠家
- 下一篇:焊錫材料分類_焊錫絲廠家
- 分享:
- 返回新聞列表
廣勝期待您的來電

-
電話:0579-87430990
-
傳真:0579-87431220
-
手機:15988570030
-
郵箱:1369676777@qq.com
-
地址:永康市經濟開發區子政路118號
-
徐總:13605892265
-
 關注我們公眾號
關注我們公眾號 -

關注我們小程序